Jiangsu Baodie Automatizazio Ekipamenduen Enpresa, Ltd.






Produktuaren informazioa
Esperientzia praktiko aberatsean eta Japoniako teknologian oinarrituta, hirugarren belaunaldiko PA hodi zehaztapen-estrusio-lerroa garatu dugu, eta gure bezeroek, bai etxekoek bai atzerrikoek, oso onartu dute.
Gure azken erabiltzaileak: CHINAUST Group, Sanoh Industrial, Arkema, HUATE Group, etab.

Gureabantaila




Ekipamenduaren Ezaugarriak
- PA (nylon) torlojua DSBM-T MADDOCK hesi motako nahasteko eta garraiatzeko torlojua da, PA materialari ezin hobeto egokitzen zaiona, sentikortasun termiko, jariakortasun eta urtze-biskositate handikoa baita, plastifikazio uniformea eta irteera-eraginkortasun handia bermatuz;
- Nukleo-barrak eta trokelak Suediako "ASSAB" S136 trokel-altzairuz eginda daude, zehaztasunez arteztuta, barne-fluxuaren gainazalaren distira eta korrosioaren aurkakoa bermatuz. Moldearen egiturak "presio handiko bolumen-mota" hartzen du, gure enpresak abiarazitakoa, hodi-materialarentzako estrusio egonkor eta abiadura handikoa eman dezakeena, gorabehera txikiekin;
- "Hutsunearen kontrol automatiko eta zehatza" teknologia berriarekin: hutsunea eta ur sistema bereizita kontrolatzen dira. Horrela, maila anitzeko uraren oreka kontrol sistema hutsune sistemarekin koordinatu dezakegu, hutsune maila, hozte ur maila eta ur fluxu egonkorrak bermatuz.
- Errendimendu handiko laser bidezko neurketa-sistema, begizta itxiko feedback-kontrola osatuz, diametroaren desbideratzea linean ezabatuz;
- Irristatze fenomenorik gabeko geruza anitzeko higadura-erresistente sinkronozko uhalarekin hornitutako tiratzailea. Zehaztasun handiko arrabolen trakzioa, YASKAWA servo gidatze sistema edo ABB AC gidatze sistema, tiraketa oso egonkorra lortzen dute.
- Servo gidatzeko sisteman, Japoniako Mitsubishi PLC kontrol programagarrian eta SIEMENS giza ordenagailu interfazean oinarrituta, ebakitzaileak zehaztasun handiko ebaketa jarraitua, denborazko ebaketa, luzera-zenbaketa eta abar egin ditzake. Ebaketa-luzera libreki ezar daiteke, eta ebaketa-denborak automatikoki ezar daitezke, luzera desberdinetako ebaketa-eskakizun desberdinak betetzeko.

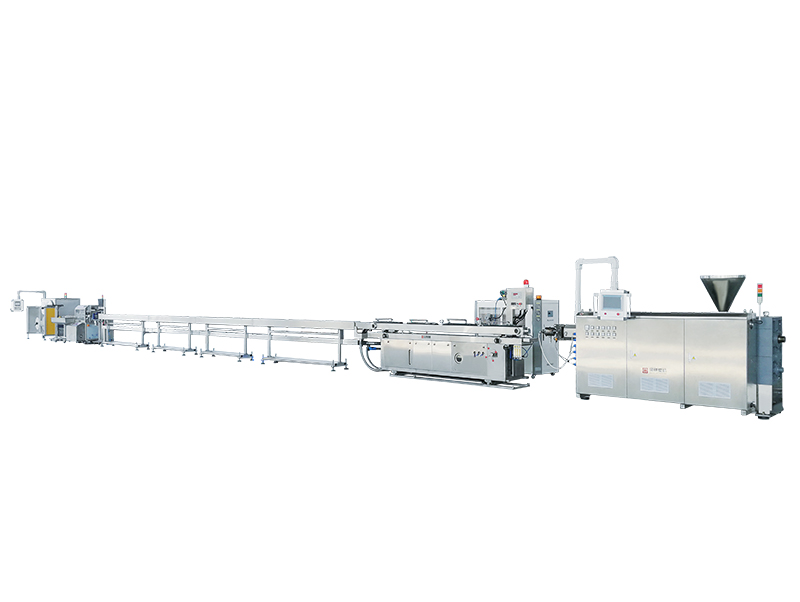
Hil

Kalibrazio-zorroa

Hutsean hozteko depositua

Laser neurgailua

Tiratzailea eta ebakitzailea

Bilketa-tanga

Harilkatzeko makina
Parametro tekniko nagusia
| Modeloa | Prozesu-hodiaren diametro-tartea (mm) | Torlojuaren diametroa (mm) | L/D | Potentzia nagusia (KW) | Irteera (Kg/h) |
| SXG-45 | 3.0~12.0 | 45 | 30 | 15 | 18-30 |
| SXG-50 | 3.0~16.0 | 50 | 30 | 18,5/22 | 28-45 |
| SXG-65 | 3.0~20.0 | 65 | 30 | 37/45 | 55-85 |
| SXG-75 | 3.0~20.0 | 75 | 30 | 55/75 | 80-110 |
PA hodi txikiaren zehaztapena eta ekoizpen egoeraren erreferentzia
| OD (mm) | Ekoizpen abiadura(m/min) | Diametroaren kontrol zehaztasuna(≤mm) |
| 4.0 | 80-100 | ±0,05 |
| 6.0 | 60-80 | ±0,05 |
| 8.0 | 40-50 | ±0,08 |
| 10.0 | 25-40 | ±0,08 |
| 12.0 | 16-30 | ±0,10 |
| 14.0 | 12-20 | ±0,10 |
| 16.0 | 10-15 | ±0,12 |
Ebaketa-zehaztasunaren erreferentzia
| Ebaketa-luzera | ≤50mm | ≤500 mm | ≤1000mm | ≤2000mm |
| Ebaketa zehaztasuna | ±0,5 mm | ±1.0mm | ±2.0mm | ±3,0 mm |
GEHIAGO
Produktu erlazionatuak
-

PA/PE/PP/PVC Abiadura Handiko Horma Bakarreko Korrugatutako Oihal...
-

Zehaztasun Medikuntzako Hodi Estrusio Linea
-

Zehaztasun handiko diametro txikiko hodi/hodi estrusio-lerroa
-
Abiadura Handiko PVC Hodi Medikoen Estrusio Linea
-

PU (Poliuretano) Zehaztasun Hodi Estrusio Linea
-

Zehaztasun Fluorrezko Plastikozko Hodi Estrusio Linea